Titan 3D-Druck-Pulver
Titan-3D-Druckpulver ist ein starkes, leichtes Konstruktionsmetall, das in der additiven Fertigung in der Luft- und Raumfahrt, der Medizintechnik, der Automobilindustrie und der Industrie breite Anwendung findet. Titanlegierungspulver wie Ti-6Al-4V ermöglichen den 3D-Druck komplexer Teile, die eine hohe Festigkeit sowie Korrosionsbeständigkeit und Biokompatibilität aufweisen.
Niedriges MOQ
Niedrige Mindestbestellmengen, um unterschiedlichen Anforderungen gerecht zu werden.
OEM & ODM
Bieten Sie maßgeschneiderte Produkte und Designdienstleistungen an, um die individuellen Bedürfnisse Ihrer Kunden zu erfüllen.
Ausreichender Bestand
Sorgen Sie für eine schnelle Auftragsabwicklung und bieten Sie einen zuverlässigen und effizienten Service.
Kundenzufriedenheit
Hochwertige Produkte anbieten, bei denen die Kundenzufriedenheit im Mittelpunkt steht.
Dieses Produkt teilen
Inhaltsübersicht
Übersicht
Titan ist ein starkes, leichtes Konstruktionsmetall, das in der additiven Fertigung in der Luft- und Raumfahrt, der Medizintechnik, der Automobilindustrie und der Industrie in großem Umfang eingesetzt wird. Pulver aus Titanlegierungen wie Ti-6Al-4V ermöglichen den 3D-Druck komplexer Teile, die eine hohe Festigkeit, Korrosionsbeständigkeit und Biokompatibilität aufweisen.
Selektives Laserschmelzen (SLM) und Elektronenstrahlschmelzen (EBM) können feines Titanpulver zu vollständig dichten Bauteilen mit komplizierten Designs verarbeiten, die durch maschinelle Bearbeitung oder Gießen nicht machbar sind. Dieser Leitfaden behandelt die Zusammensetzung von Titanlegierungen, Eigenschaftsdaten, Anwendungen, Druckerparameter und Lieferanten, um die Vorteile des 3D-Drucks von Metallen zu nutzen.
Zusammensetzung von Titandruckpulvern
Titanlegierungen bestehen in erster Linie aus Titan mit anderen Legierungselementen wie Aluminium, Vanadium, Eisen, Molybdän und anderen, um bestimmte Eigenschaften zu verbessern. Zu den gängigsten Titansorten für AM gehören:
| Legierung | Ti Inhalt | Wichtige Legierungselemente |
|---|---|---|
| Ti-6Al-4V | Bal. 88%+ | Aluminium 6%, Vanadium 4% |
| Ti-6Al-4V ELI | Bal. 89%+ | Aluminium 6%, Vanadium 4% |
| Ti 6242 | Bal. | Aluminium 6%, Molybdän 2% |
| Ti64 | Bal. 90% | Aluminium 6%, Vanadium 4% |
- Ti-6Al-4V (Grad 5) ist die am weitesten verbreitete Titanlegierung, deren Festigkeit auf der Stabilisierung durch +Al und der Ausscheidungshärtung durch +V beruht. Eine ELI-Variante (Extra Low Interstitial) weist eine hohe Duktilität auf.
- Die Legierung Ti 6242 ersetzt einen Teil des Vanadiums, um sie für biokompatible orthopädische Implantate, die eine Osseointegration erfordern, besser geeignet zu machen.
- Spurenelemente wie Eisen, Sauerstoff, Stickstoff und Kohlenstoff werden auf ein Minimum reduziert, da sie sich negativ auf die mechanischen Eigenschaften auswirken, wenn sie über die festgelegten Grenzwerte hinaus vorhanden sind.
Eigenschaften von Metall-Titan-Druckpulvern
Zu den wichtigsten Materialeigenschaften, die Titanlegierungen für Flugzeuge und medizinische Produkte attraktiv machen, gehören:
| Eigentum | Ti-6Al-4V | Ti-6Al-4V ELI |
|---|---|---|
| Dichte | 4,43 g/cm3 | 4,43 g/cm3 |
| Schmelzpunkt | 1604-1660°C | 1650°C |
| Zugfestigkeit | 895-975 MPa | 860-965 MPa |
| Streckgrenze (0,2% Offset) | 825-869 MPa | 795-827 MPa |
| Dehnung | 10-16% | >15% |
| Elastizitätsmodul | 114 GPa | 105 GPa |
| Wärmeleitfähigkeit | 7,0 W/m-K | 7,2 W/m-K |
| Elektrischer spezifischer Widerstand | 170-173 μΩ-cm | 198 μΩ-cm |
- Die hohe Festigkeit im Verhältnis zur geringen Dichte (die Hälfte von Stahl) macht Titanbauteile leichter. Die Festigkeit übertrifft gängige Aluminiumlegierungen und vermeidet Korrosionsprobleme.
- Duktil genug für die Kaltumformung. Varianten mit besonders geringen Zwischengitteranteilen wie Ti64 ELI erhöhen die Dehnung zusätzlich.
- Schmelzen bei über 1600°C. Behält seine Eigenschaften auch bei 400-500°C bei.
- Die thermischen und elektrischen Leitfähigkeiten sind recht niedrig, um Funken zu vermeiden und die Wärme zu isolieren.
Anwendungen von 3D-gedruckten Metallteilen aus Titan
Luft- und Raumfahrt
- Strukturelle Zellenträger, Rippen, Laufräder und Armaturen
- Leichtgewichtige Turboladergehäuse und Wärmetauscher
- In die Turbinenteile von Düsentriebwerken integrierte konforme Kühlkanäle
- Maßgeschneiderte UAV/Drohnen-Rahmen entsprechend den Komponenten
Medizin und Zahnmedizin
- Orthopädische Knie-, Hüft-, Wirbelsäulen- und Kieferimplantate wie Hüftpfannen
- Zahnabutments für Kronen und Brücken
- Speziell auf die Anatomie des Patienten zugeschnittene Schädelrekonstruktionsplatten
Automobilindustrie
- Motorgehäusehalterungen und Aufhängungselemente
- Konforme konturnahe Kühlung in Spritzgussformen integriert
- Leichte Bremsscheiben mit ausgeklügelten Luftstromgeometrien
Prozessparameter für den 3D-Druck von Titan
Schlüsselparameter bei der Verwendung von Titanpulver in Pulverbettschmelzverfahren:
LPBF-Einstellungen
| Parameter | Bereich |
|---|---|
| Laserleistung (W) | 170-380W |
| Scan-Geschwindigkeit (mm/s) | 700-1100mm/s |
| Strahlgröße (μm) | 75-115 μm |
| Schichthöhe (μm) | 20-75 μm |
| Abstand der Schraffur (μm) | 80-160 μm |
| Abschirmgas | Argon |
EBM-Einstellungen
| Parameter | Bereich |
|---|---|
| Strahlleistung (W) | 3 kW |
| Strahlgeschwindigkeit (mm/s) | Bis zu 8 m/s |
| Strahlengröße (mm) | 0.2-0.4 |
| Schichthöhe (mm) | 0.05-0.2 |
| Aufbau-Temperatur (°C) | 650-800°C |
LPBF erfordert Stützstrukturen, während EBM das Metall ohne Unterstützung aufbaut. Die Dichte ≥99% wird nach Spannungsabbau und heißem isostatischem Pressen erreicht. Die Mindestwandstärken erreichen typischerweise 100-150 Mikrometer.
Lieferanten von Titandruckpulvern
Führende Metallverarbeitungsunternehmen haben Titanpulver für additive Verfahren zertifiziert:
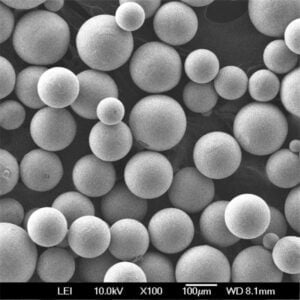
| Unternehmen | Angebotene Ti-Sorte | Morphologie | Partikelgröße |
|---|---|---|---|
| AP&C | Ti-6Al-4V, Ti64 ELI | Plasma zerstäubt, kugelförmig | 15-53 Mikrometer |
| Tekna | Ti-6Al-4V, Ti 6242 | Plasma zerstäubt | 15-45 Mikrometer |
| Zimmerer-Zusatzstoff | Ti-6Al-4V, Ti 6242 | Zerstäubtes Gas | 10-45 Mikrometer |
| ATI-Pulvermetalle | Ti-6Al-4V | Plasma zerstäubt | 10-45 Mikrometer |
| Sandvik Fischadler | Ti6Al4V, Ti 6242, Ti64 ELI | Gaszerstäubt, kugelförmig | 15-100 Mikrometer |
Kosten von Titandruckpulvern
Als fortschrittliche Leichtmetalllegierung für Hochleistungsanwendungen ist Titanpulver sehr begehrt:
- Die Materialpreise reichen von $200 bis $500 pro kg
- Kundenspezifische Legierungen mit engeren Korngrößen und hoher Reinheit erhöhen die Kosten weiter
- Recyceltes Pulver ist billiger, sofern es gut fließfähig ist.
Nachbearbeitung von 3D-gedruckten Teilen aus Titan
Nach dem Druck werden die Titanbauteile bearbeitet:
Entfernen der Stütze - Vorsichtiges Trennen der Stützen durch EDM-Schneiden, wo es möglich ist, Abknicken kleinerer Teile
Stressabbau - Schonende Wärmebehandlung der gesamten Bauplatte bei 650°C für 2 Stunden in Argon zum Abbau von Restspannungen
Heiß-Isostatisches Pressen - HIP-Prozess bei 920°C und 100 MPa für 3 Stunden zum Schließen der inneren Hohlräume >99% Dichte
Lösung Behandlung - Eintauchen bei 705°C für 1 Stunde, dann Abschrecken an Luft/Wasser zur Entwicklung der gewünschten Mikrostruktur
Bearbeitung - CNC-Fräsen von kritischen Passflächen zur Einhaltung der erforderlichen Maßtoleranzen
Strahlen + Ätzen - Kugelstrahlen von Aluminiumoxid und anschließendes Säureätzen zur Reinigung der Oberflächen
Qualitätsprüfung - Bestätigen Sie, dass Chemie, Mikrostruktur, Schicht für Schicht Qualität und mechanische Eigenschaften den Spezifikationen entsprechen
Normen für den 3D-Druck von Titan
| Standard | Titel | Organisation |
|---|---|---|
| ASTM F2924 | Standardspezifikation für die additive Fertigung von Titan-6-Aluminium-4-Vanadium im Pulverbettverfahren | ASTM |
| ASTM F3001 | Standardspezifikation für die additive Fertigung von Titan-6-Aluminium-4-Vanadium ELI (Extra Low Interstitial) mit Pulverbettfusion | ASTM |
| AMS 2801 | Wärmebehandlung von Teilen aus Titanlegierungen | SAE International |
| AMS 2879 | Gaszerstäubungsprozess Ti-Pulver | SAE |
| AMS 700 | Analytische Verfahren und Prüfmethoden für Pulver und pulvermetallurgische Produkte | SAE |
Zukunftsaussichten für den Pulverbettdruck mit Titan
Während die Luft- und Raumfahrt aufgrund der erheblichen Vorteile der Bauteilkonsolidierung und der Gewichtseinsparung derzeit die Nachfrage nach 70% ankurbelt, wird sich der Einsatz von Titan-AM in der Automobilindustrie, bei Sportartikeln und in weiteren Konsumsektoren aufgrund der sinkenden Kosten beschleunigen. Weitere Anwendungen für gedrucktes Titan sind:
Luft- und Raumfahrt - Größere und vollständig gedruckte Primärstrukturen wie Turbinenschaufeln und künftige Passagierkabinenteile, die ihre Stärken in Bezug auf Designkomplexität, Konsolidierung der Teilemontage und Korrosionsbeständigkeit ausspielen.
Biomedizinische- Mehr auf den Patienten abgestimmte Prothesen und Implantate wie Wirbelsäulenkäfige, die an die Anatomie angepasst sind und deren Innenleben aus Gittern besteht, die das Einwachsen von Gewebe fördern, was durch die Biokompatibilität von Titan und seine Fähigkeit zur Knochenbindung ermöglicht wird.
Automobilindustrie - Leichtgewichtige Aufhängungs-, Fahrwerks- und Antriebsstrangkomponenten wie Pleuelstangen und Kurbelwellen sowie Hochleistungsventile und -kolben, die sich durch Ermüdungsfestigkeit und Beständigkeit gegen hohe Temperaturen auszeichnen.
Öl und Gas - Bohrlochkopf-Ventilkörper und Bohrwerkzeuge, die die Vorteile der Korrosionsbeständigkeit in heißen, säurehaltigen Umgebungen mit Schwefelwasserstoff und Chloriden nutzen. Maßgeschneiderte Architektur zur Maximierung des Durchflusses.
Konsumgüter - Maßgefertigte Sportgeräte wie Fahrradrahmen und Golfschlägerköpfe mit individuell angepassten Profilen. Hohe Festigkeit im Verhältnis zum Gewicht und Flexibilität bei der Formgebung; eine breitere Einführung steht noch aus.
Einkaufsführer für 3D-Drucker mit Titan-Pulverbett
Zu den wichtigsten Überlegungen zum Drucker gehören:
Präzision - Strenge Kontrolle und Kalibrierung des Schmelzepools für gleichbleibende mechanische Eigenschaften bei großen Produktionen
Inerte Atmosphäre - hochreines Argon, kritisch mit reaktivem Titanmaterial, um eine Verunreinigung durch Sauerstoff, Stickstoff
Automatisierung - Pulverhandhabungssysteme zur Minimierung der Exposition und zur Erleichterung der kontinuierlichen Produktion
Intelligente Software - spezielle Scanning-Strategien, die sich an die thermische Geschichte anpassen
Zu den führenden Modellen gehören:
- 3D Systems DMP Fabrik 500
- GE Additive Concept Laser Xline 2000R
- EOS M 400-4 4-Laser-System
- Renishaw RenAM 500 Quad Lasermaschine
Kostenvergleich: Additive Fertigung von Titan im Vergleich zur maschinellen Bearbeitung
| Kosten-Aspekt | Zusatzstoff Mfg | CNC-Bearbeitung |
|---|---|---|
| Materialkosten | $200-$500 pro kg | $100-$150 pro kg |
| Arbeit | ~2-3x Produktionszeit | Schnellere Bearbeitungszeit |
| Nutzung der Ausrüstung | ~$50 pro Druckerstunde | $70-$200 pro CNC-Maschinenstunde |
| Buy-to-Fly-Verhältnis | 1:1 effiziente Nutzung | Bis zu 20:1 Materialverschwendung |
| Gesamtkosten heute | $150-$1000 pro kg | $50-$200 pro kg |
| Künftige Produktionsprognose | $50-$150 pro kg | Keine Störung zu erwarten |
Die additive Fertigung kostet heute je nach Abnahmemenge und Qualitätserwartung das 2-10fache der herkömmlichen Titanbearbeitung, bietet aber eine größere Designfreiheit.
Da die AM-Produktivität steigt und immer mehr Endkomponenten in allen Branchen zugelassen werden, werden die prognostizierten Kosten mit der maschinellen Bearbeitung konkurrieren können, da eine erhebliche Gewichtsreduzierung und eine Konsolidierung der Teile möglich ist - bis zu 65% Gewichtsreduzierung wurden nachgewiesen.
Auswirkungen auf die Umwelt: Metall-3D-Druck im Vergleich zur maschinellen Bearbeitung
| Metrik der Nachhaltigkeit | Additive Fertigung von Metall | CNC-Bearbeitung von Metallen |
|---|---|---|
| Energieeinsatz | HIGH - Selektive Strahleneinspeisung Punkt für Punkt | Geringere Energieintensität |
| Effizienz der Materialien | Nahezu Nettoform, sehr wenig Abfall | Bis zu 90% Materialverschwendung durch Abziehen von Vorratsstangen |
| Wiederverwendbarkeit | 90%+ Pulverrückgewinnung, recycelt | Metallspäne haben keine Wiederverwendungspfade |
| CO2-Emissionen | Weniger Energie pro Fertigteil | Vergleichsweise mehr Kohlenstoffemissionen für dieselbe Komponente |
Trotz des hohen lokalen Energieverbrauchs ermöglicht AM erhebliche Materialeinsparungen durch optimierte Leichtbaukonstruktionen und die Wiederverwendung von Pulver, um den ökologischen Fußabdruck auf Systemebene zu minimieren.
FAQs zum Metallpulverbett 3D-Druck
F: Welche Partikelgrößenverteilung wird für Titanpulver empfohlen, das bei AM verwendet wird?
A: Die meisten Titanpulver für den 3D-Druck haben eine Partikelgröße von 15 bis 45 Mikrometern. Einige Verteilungen reichen bis zu 105 Mikron. Der Schlüssel ist eine hohe Fließfähigkeit und Packungsdichte des Pulvers.
F: Welche Nachbearbeitungsmethode wird verwendet, um die Dichte von gedruckten Titanteilen auf nahezu 100% zu erhöhen?
A: Heißisostatisches Pressen der gesamten 3D-gedruckten Bauplatte bei Temperaturen um 920 °C und einem Druck von 100 MPa für mehr als 3 Stunden ist notwendig, um die inneren Hohlräume und die Mikroporosität in den gedruckten Titanteilen vollständig zu schließen, nachdem die Träger entfernt wurden.
F: Ist die Titanlegierung Ti-6Al-4V für die Nachbearbeitung von 3D-gedruckten Metallteilen gut schweißbar?
A: Ja, Titan der Güteklasse 5 Ti 6-4 bietet eine ausgezeichnete Schweißkompatibilität durch WIG- und Lasertechniken zum Verbinden komplexer gedruckter Baugruppen oder zur Herstellung wasserdichter Dichtungen dank des geringen Sauerstoffgehalts - viel besser als Edelstahl. Eine ordnungsgemäße Abschirmung ist dennoch erforderlich.
F: In welcher Branche ist die Nachfrage nach der additiven Fertigung von Metallen mit Titanlegierungen am größten?
A: In der Luft- und Raumfahrt werden derzeit mehr als 50% an additiven Fertigungskapazitäten für Titan verbraucht, da hochwertige Strukturanwendungen durch topologieoptimierte Designs und die Konsolidierung konventionell montierter Komponenten stark von der Gewichtsreduzierung profitieren.
F: Ist bei Titanbauteilen, die im Powerbed-Fusion-Verfahren hergestellt werden, eine Wärmebehandlung nach der Bearbeitung erforderlich?
A: Ja, Spannungsabbau, heißisostatisches Pressen, Lösungsglühen und Alterung sind allesamt erforderliche Wärmebehandlungen für 3D-gedruckte Titanbauteile, um Dimensionsstabilität, Gefügeumwandlung und optimale mechanische Eigenschaften wie Härte, Zugfestigkeit und Streckgrenze zu erreichen.
F: Welche Zusammensetzung der Titanlegierung ist für medizinische Implantate vorzuziehen - Ti64 oder Ti6242?
A: Sowohl Ti6Al4V als auch Ti6242 eignen sich für biokompatible gedruckte Implantate, die an die Anatomie des Patienten angepasst sind. Orthopädische Chirurgen bevorzugen jedoch die Legierung mit dem geringeren Vanadiumgehalt, da sie Bedenken hinsichtlich der Osseointegration haben, die das Knochenwachstum verhindert, weshalb Ti6242 häufiger verwendet wird.
Aktuellen Preis erhalten
Über Met3DP
Produktkategorie
HOT SALE
KONTAKT US
Haben Sie Fragen? Senden Sie uns jetzt eine Nachricht! Wir werden Ihre Anfrage mit einem ganzen Team nach Erhalt Ihrer Nachricht bearbeiten.